Wykrojniki do metalu — projektowanie i produkcja wykrojników w GEMET
Szukasz doświadczonej narzędziowni, która zaprojektuje i wyprodukuje wykrojnik do blachy lub wykrojnik do metalu? GEMET to zakład z ponad 45-letnią tradycją w produkcji narzędzi do obróbki plastycznej na zimno. Produkujemy wykrojniki proste, progresywne i zespolone — od projektu CAD/CAM, przez obróbkę CNC i elektroerozję, po montaż i próby.
Każdy wykrojnik wykonujemy indywidualnie pod wymagania klienta. Stemple wycinamy na elektrodrążarce drutowej z dokładnością ±0,005 mm, płyty frezujemy na maszynach CNC DMG MORI. Wyślij rysunek wyrobu lub narzędzia — wycenę przygotujemy w 1-2 dni robocze.
Czym jest wykrojnik i jak działa?
Wykrojnik to narzędzie do obróbki plastycznej na zimno, które służy do wycinania (wykrawania) kształtów z blachy lub taśmy metalowej. Działa na zasadzie nożyc — stempel (część ruchoma) wchodzi w matrycę (część nieruchomą), a między nimi zostaje wycięty detal o pożądanym kształcie. Wykrojniki do metalu pracują na prasach mechanicznych lub hydraulicznych i są podstawowym narzędziem w produkcji seryjnej elementów blaszanych.
Wykrojnik do blachy może wykonywać jedną operację (wykrojnik prosty) lub wiele operacji jednocześnie — wykrawanie, gięcie, tłoczenie, wyciąganie — w jednym skoku prasy (wykrojnik progresywny lub zespolony). Im bardziej złożone narzędzie, tym więcej operacji realizuje za jednym razem, co skraca czas produkcji i obniża koszt jednostkowy wyrobu.
W GEMET produkujemy wykrojniki od 1978 roku. To rdzeń naszej działalności jako narzędziowni. Dysponujemy pełnym zapleczem technologicznym — od projektowania CAD/CAM, przez frezowanie CNC, drążenie drutowe i wgłębne, szlifowanie, aż po montaż i próby. Nasze wykrojniki wyróżniają się:
Precyzja stempli ±0,005 mm
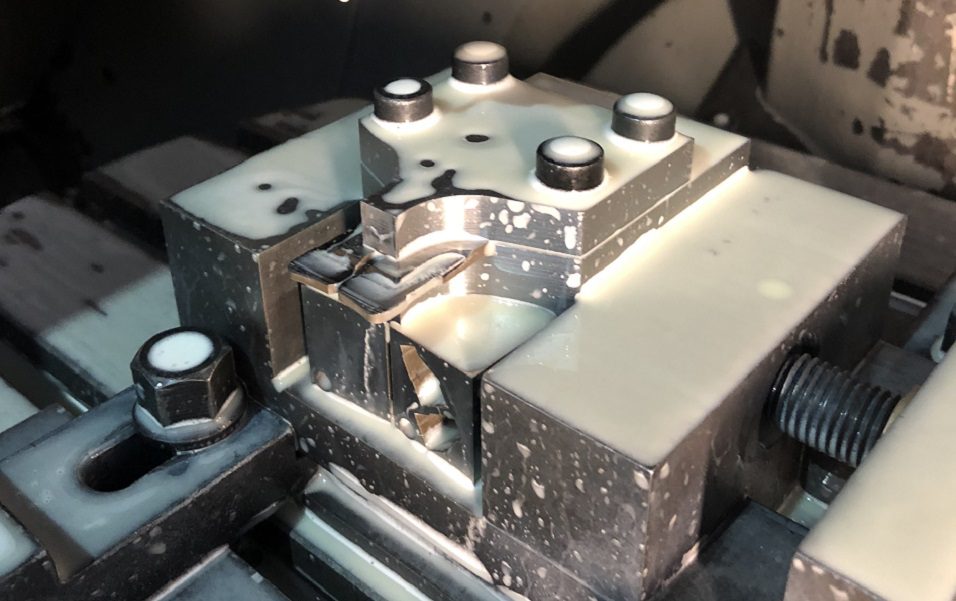
Stemple i matryce wycinamy na elektrodrążarce drutowej FANUC ROBOCUT z dokładnością ±0,005 mm. Luz między stemplem a matrycą dobieramy indywidualnie do grubości i rodzaju blachy — to kluczowy parametr wpływający na jakość krawędzi wyciętego detalu.
Trwałość i żywotność
Stosujemy stale narzędziowe najwyższej klasy (NC6, NC10, WCL, 1.2379) i węgliki spiekane na elementy tnące. Obróbka cieplna (hartowanie + odpuszczanie) zapewnia twardość 58-62 HRC i żywotność liczoną w setkach tysięcy cykli.

Rodzaje wykrojników, które produkujemy
W GEMET produkujemy pełen zakres wykrojników do metalu — od prostych narzędzi jednooperacyjnych po złożone wykrojniki progresywne z kilkunastoma stacjami:
Wykrojniki proste (jednooperacyjne):
- Wykrojnik do blachy z jednym stemplem — wycina jeden kształt na jeden skok prasy. Najprostsze i najtańsze rozwiązanie, idealne do krótkich serii i prostych kształtów (krążki, prostokąty, proste kontury).
- Wykrojnik wielostemplowy — kilka stempli w jednym narzędziu wycina jednocześnie wiele detali lub otworów. Zwiększa wydajność bez konieczności inwestycji w wykrojnik progresywny.
Wykrojniki progresywne (wielooperacyjne):
- Wielostacyjne narzędzia progresywne — taśma blachy przesuwa się przez kolejne stacje, na których realizowane są różne operacje: wykrawanie otworów, wycinanie konturu, gięcie, tłoczenie, kalibrowanie. Na ostatniej stacji gotowy detal odpada z taśmy.
- Wykrojniki progresywne z 5-20 stacjami — produkujemy narzędzia o złożoności od kilku do kilkunastu stacji. Każda stacja to osobny zestaw stempli i matryc, precyzyjnie ustawiony względem pozostałych.
- Automatyczne podawanie taśmy — wykrojniki progresywne są przystosowane do pracy z podajnikami automatycznymi, co umożliwia produkcję ciągłą z wydajnością do kilkuset szt./min.
Wykrojniki zespolone (compound dies):
- Wiele operacji w jednym skoku — wykrojnik zespolony realizuje kilka operacji jednocześnie (np. wykrawanie konturu zewnętrznego + otworów wewnętrznych) w jednym zamknięciu prasy. Zapewnia idealną współosiowość wyciętych elementów.
- Idealne do precyzyjnych detali — gdy wymagana jest ścisła zależność położenia otworów względem konturu zewnętrznego.
Z jakich materiałów produkujemy wykrojniki?
Dobór materiału na elementy tnące wykrojnika zależy od rodzaju obrabianej blachy, wielkości serii i wymaganej żywotności narzędzia:
Stal narzędziowa NC6 / NC10 / 1.2379
Standardowy materiał na stemple i matryce wykrojników. Hartowana do 58-62 HRC zapewnia dobrą odporność na ścieranie i trwałość 100 000-500 000 cykli w zależności od grubości i rodzaju blachy.
Stal proszkowa (ASP, Vanadis, CPM)
Stale wysokostopowe wytwarzane metalurgią proszkową. Wyjątkowo jednorodna struktura i odporność na ścieranie. Stosujemy je na stemple wykrojników progresywnych pracujących w długich seriach (1 000 000+ cykli).
Węgliki spiekane (HM / carbide)
Najtrwalszy materiał na elementy tnące wykrojników. Żywotność wielokrotnie wyższa niż stali narzędziowej. Stosujemy na stemple i wkładki matrycowe w wykrojnikach do blach o dużej twardości i grubych taśm. Wycinamy je na drutówce.
Stale szybkotnące HSS
M2, M35, M42 — stosujemy na stemple o małych przekrojach, które wymagają jednocześnie twardości i odporności na złamanie. HSS jest mniej kruche niż węglik, co jest kluczowe przy cienkich stemplach.
Stal konstrukcyjna na płyty bazowe
Płyty górne, dolne, prowadzące i zderzakowe wykonujemy ze stali konstrukcyjnej S355 lub C45. Frezujemy je na frezarkach CNC do metalu z dokładnością zapewniającą prawidłowe prowadzenie narzędzia.
Jakie blachy wycinamy?
Nasze wykrojniki do metalu pracują z blachami: stalowymi (DC01-DC06, S235-S355), nierdzewnymi (304, 316), aluminiowymi (1050, 5052, 6061), miedzianymi, mosiężnymi i z blach transformatorowych. Grubość blachy od 0,1 mm do 6 mm.


Dla jakich branż produkujemy wykrojniki?
Wykrojniki do metalu z naszego zakładu pracują w zakładach produkcyjnych w całej Europie:
Motoryzacja
Wykrojniki do elementów karoseryjnych, wsporników, uchwytów, złączek i detali wyposażenia. Wykrojniki progresywne do produkcji wielkoseryjnej z blach stalowych i aluminiowych.
Elektrotechnika i elektronika
Wykrojniki do blachy na styki, złącza, osłony EMC, elementy transformatorów i radiatorów. Precyzyjne wycinanie z blach miedzianych, mosiężnych i aluminiowych o grubości od 0,1 mm.
AGD i sprzęt gospodarstwa domowego
Wykrojniki do obudów, paneli, kratownic wentylacyjnych i elementów konstrukcyjnych urządzeń AGD. Narzędzia progresywne do długich serii produkcyjnych.
Budownictwo i konstrukcje stalowe
Wykrojniki do kątowników, łączników, płytek montażowych i elementów profili stalowych. Narzędzia do grubych blach (do 6 mm) ze stali konstrukcyjnej.
Medycyna i farmacja
Precyzyjne wykrojniki do elementów ze stali nierdzewnej i tytanu — ostrza chirurgiczne, elementy implantów, części urządzeń medycznych. Wymagają najwyższej dokładności i czystości wykonania.
Serwis i regeneracja wykrojników
Oprócz produkcji nowych wykrojników oferujemy serwis i regenerację istniejących narzędzi — ostrzenie stempli, wymianę zużytych elementów, modyfikacje konstrukcyjne i dostosowanie do nowych wymagań produkcyjnych.
Jak wygląda proces produkcji wykrojnika?
1. Zapytanie — wyślij rysunek wyrobu (detalu, który ma być wycinany) lub rysunek narzędzia na adres biuro@gemet.info. Podaj materiał i grubość blachy, wielkość serii i wymagania jakościowe.
2. Projekt CAD/CAM — projektujemy wykrojnik w oprogramowaniu CAD: rozkład stacji, dobór materiałów na elementy tnące, obliczenie luzów, system prowadzenia i mocowania. Przedstawiamy projekt do akceptacji.
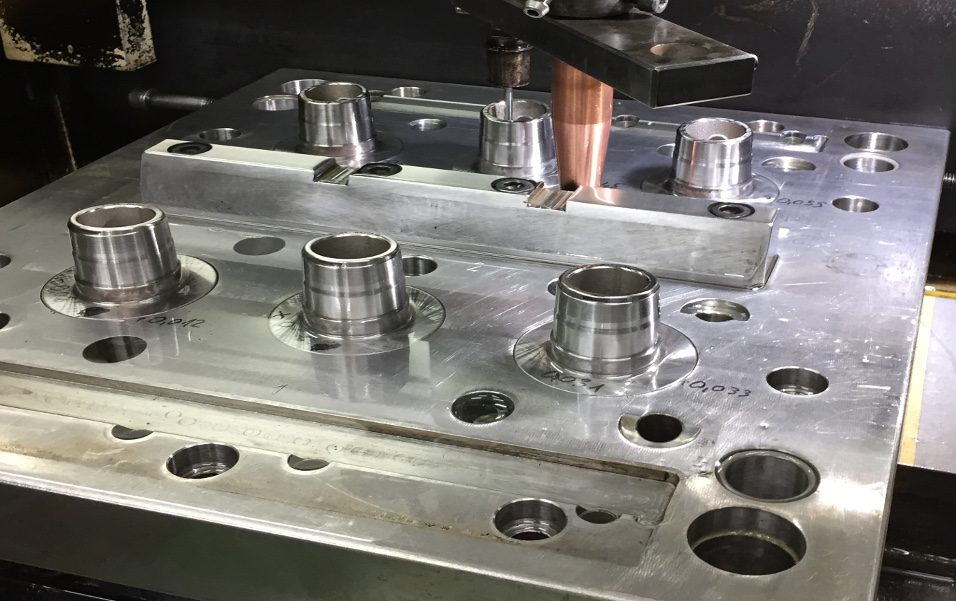
3. Obróbka elementów — płyty frezujemy na frezarkach CNC, stemple i matryce wycinamy na drutówce, gniazda drążymy na elektrodrążarce wgłębnej. Po obróbce cieplnej (hartowanie) szlifujemy powierzchnie bazowe.
4. Montaż — składamy wykrojnik, ustawiamy luzy, montujemy elementy prowadzące (kołki, tuleje, kolumny), sprężyny i zderzaki. Każdy element jest dopasowany z precyzją mikrometrową.
5. Próby i korekty — testujemy wykrojnik na prasie próbnej. Weryfikujemy jakość wyciętego detalu, regulujemy luzy i wprowadzamy ewentualne korekty. Klient otrzymuje próbki do akceptacji.
6. Dostawa i serwis — gotowy wykrojnik dostarczamy z dokumentacją techniczną. Oferujemy serwis gwarancyjny i pogwarancyjny — ostrzenie, wymianę elementów zużytych i modyfikacje.
Dlaczego warto zamówić wykrojnik w GEMET?
Narzędziownia od 1978 roku — produkcja wykrojników to rdzeń naszej działalności. Mamy 45 lat doświadczenia w projektowaniu i budowie narzędzi do obróbki plastycznej.
Cały proces pod jednym dachem — projekt CAD, frezowanie CNC, drążenie drutowe i wgłębne, szlifowanie, obróbka cieplna, montaż i próby. Bez outsourcingu — pełna kontrola jakości.
Precyzja stempli ±0,005 mm — elektrodrążarki drutowe FANUC ROBOCUT zapewniają dokładność niemożliwą do osiągnięcia szlifowaniem profilowym.
Serwis i regeneracja — po dostarczeniu wykrojnika nie zostawiamy klienta samego. Oferujemy serwis, ostrzenie stempli i wymianę zużytych elementów przez cały okres życia narzędzia.
Klienci z całej Europy — nasze wykrojniki pracują w zakładach produkcyjnych w Polsce, Niemczech, Czechach i innych krajach UE. Dostarczamy narzędzia spełniające europejskie standardy jakości.
Najczęściej zadawane pytania o wykrojniki do metalu
Czym różni się wykrojnik prosty od progresywnego?
Wykrojnik prosty wykonuje jedną operację na jeden skok prasy (np. wycinanie konturu). Wykrojnik progresywny ma kilka-kilkanaście stacji i realizuje wiele operacji kolejno (wykrawanie, gięcie, tłoczenie) — taśma przesuwa się o stały krok przy każdym skoku. Progresywny jest droższy w budowie, ale znacznie tańszy w przeliczeniu na sztukę wyrobu przy dużych seriach.
Ile kosztuje wykrojnik do blachy?
Koszt wykrojnika zależy od złożoności (prosty vs progresywny), liczby stacji, materiału elementów tnących i wymaganej żywotności. Prosty wykrojnik jednooperacyjny to koszt od kilku tysięcy złotych. Wykrojnik progresywny wielostacyjny — od kilkudziesięciu tysięcy wzwyż. Wyślij rysunek wyrobu — wycenimy narzędzie w 2-5 dni roboczych.
Jaka jest żywotność wykrojnika?
Zależy od materiału elementów tnących i rodzaju obrabianej blachy. Stemple ze stali narzędziowej wytrzymują 100 000-500 000 cykli. Ze stali proszkowej — 500 000-2 000 000 cykli. Z węglików spiekanych — ponad 2 000 000 cykli. Po zużyciu oferujemy regenerację (ostrzenie, wymiana elementów).
Jaki jest czas realizacji wykrojnika?
Prosty wykrojnik jednooperacyjny — 2-4 tygodnie. Wykrojnik progresywny wielostacyjny — 6-12 tygodni w zależności od złożoności. Czas obejmuje projekt, obróbkę wszystkich elementów, obróbkę cieplną, montaż i próby.
Co potrzebujecie do wyceny wykrojnika?
Najważniejszy jest rysunek wyrobu (detalu, który ma być wycinany) z wymiarami i tolerancjami. Podaj też: materiał i grubość blachy, planowany wolumen produkcji (sztuki/miesiąc lub rok), typ prasy (tonaż, skok). Jeśli masz istniejący wykrojnik do regeneracji — wyślij zdjęcia.
Czy GEMET serwisuje wykrojniki innych producentów?
Tak — serwisujemy i regenerujemy wykrojniki niezależnie od tego, kto je wyprodukował. Oferujemy ostrzenie stempli, wymianę zużytych elementów, modyfikacje konstrukcyjne i dostosowanie do nowych wymagań. Wyślij zdjęcia narzędzia, a ocenimy zakres prac.
Powiązane usługi
Elektrodrążarka drutowa (drutówka) — wycinanie stempli i matryc z dokładnością ±0,005 mm
Elektrodrążarka wgłębna — drążenie gniazd matrycowych i złożonych kształtów 3D
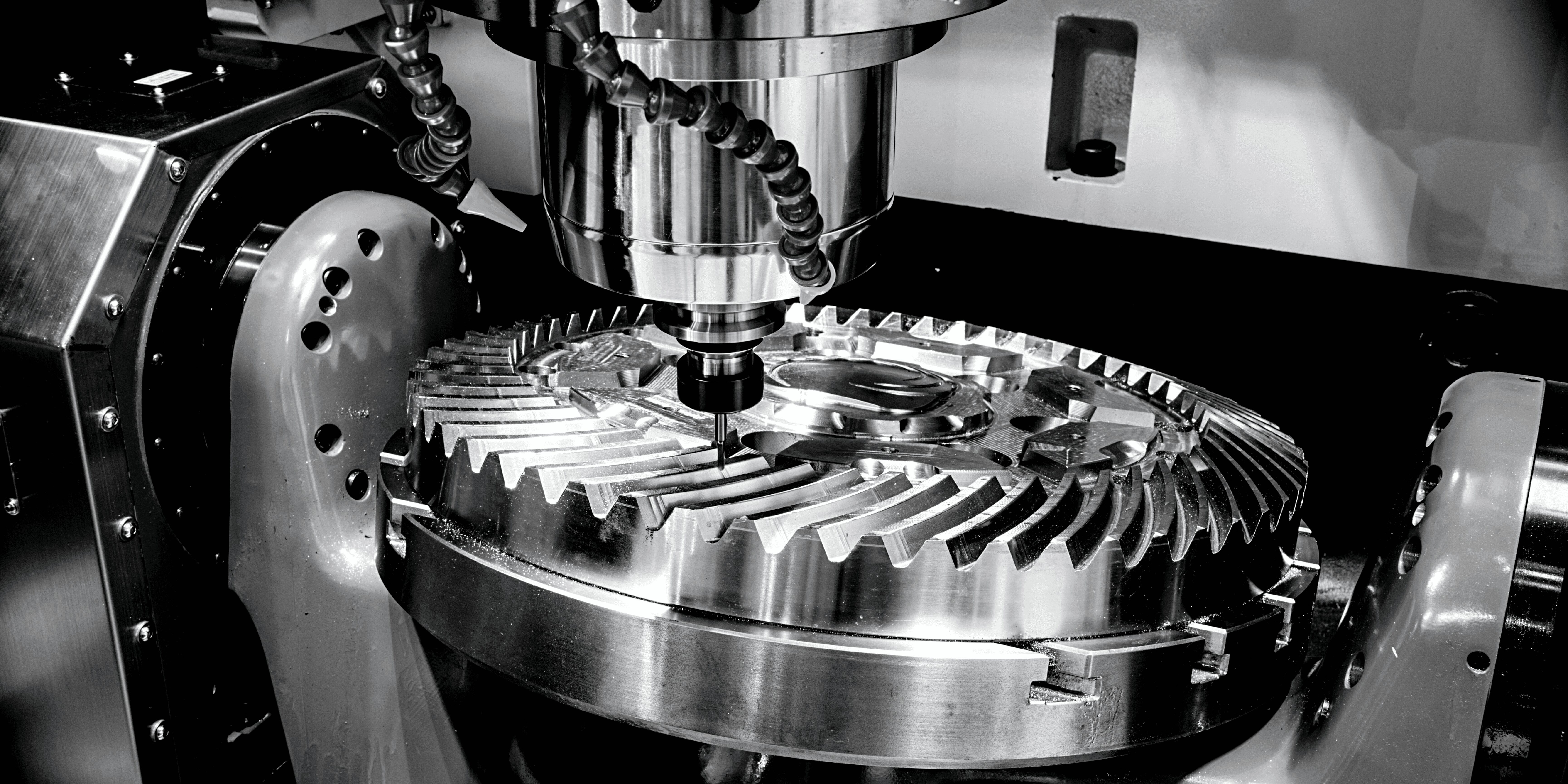
Frezarka CNC do metalu — frezowanie płyt bazowych, prowadnic i elementów konstrukcyjnych
Tokarka numeryczna — toczenie trzpieni, tulei prowadzących i kolumn
Formy wtryskowe i rozdmuchowe — projektowanie i wykonanie form