Elektrodrążarka wgłębna — precyzyjne drążenie form i matryc w GEMET
Potrzebujesz wykonać złożone gniazdo formy wtryskowej, matrycę o skomplikowanej geometrii 3D lub głęboką wnkę w stali hartowanej? Elektrodrążarka wgłębna to technologia, która odwzorowuje kształt elektrody bezpośrednio w materiale — tworząc zamknięte wnki, gniazda i zagłębienia niemożliwe do osiągnięcia frezowaniem czy drążeniem drutowym.
W GEMET dysponujemy elektrodrążarkami wgłębnymi AGIE CHARMILLES i FANUC, które zapewniają dokładność odwzorowania ±0,01 mm i chropowatość powierzchni od Ra 0,3 µm. Realizujemy zlecenia od pojedynczych detali po serie narzędzi. Wyślij rysunek — wycenę przygotujemy w 1-2 dni robocze.
Czym jest elektrodrążarka wgłębna i jak działa?
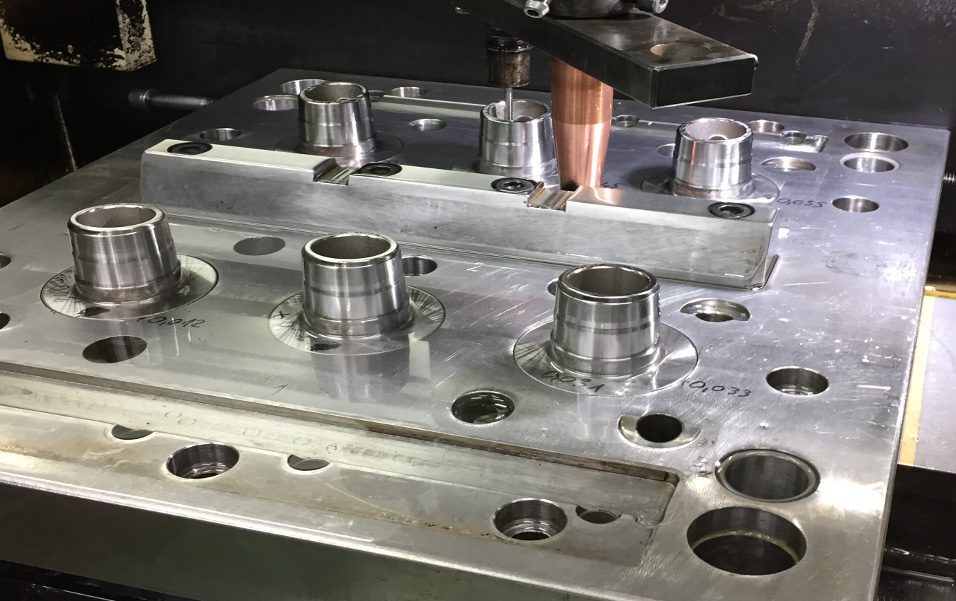
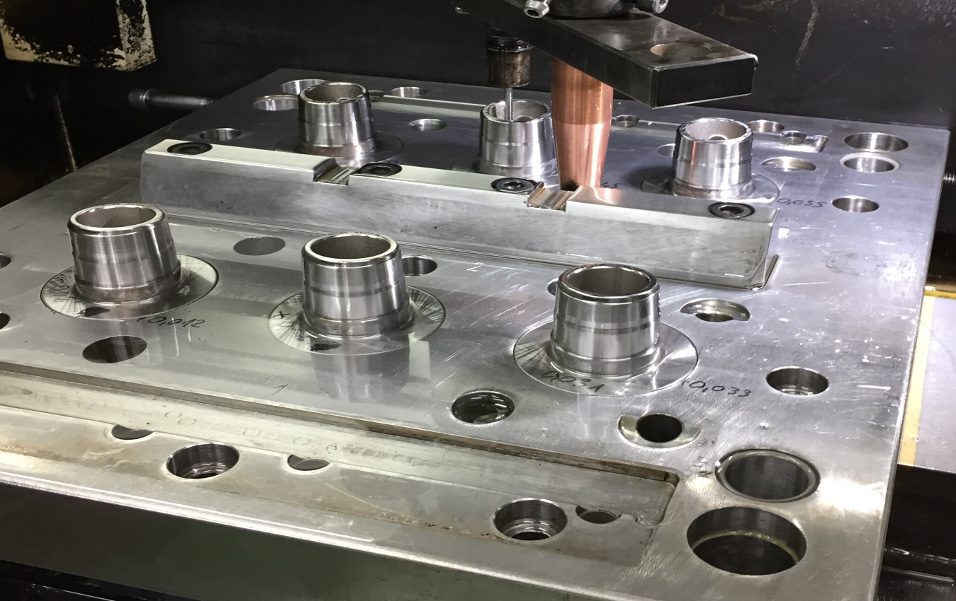
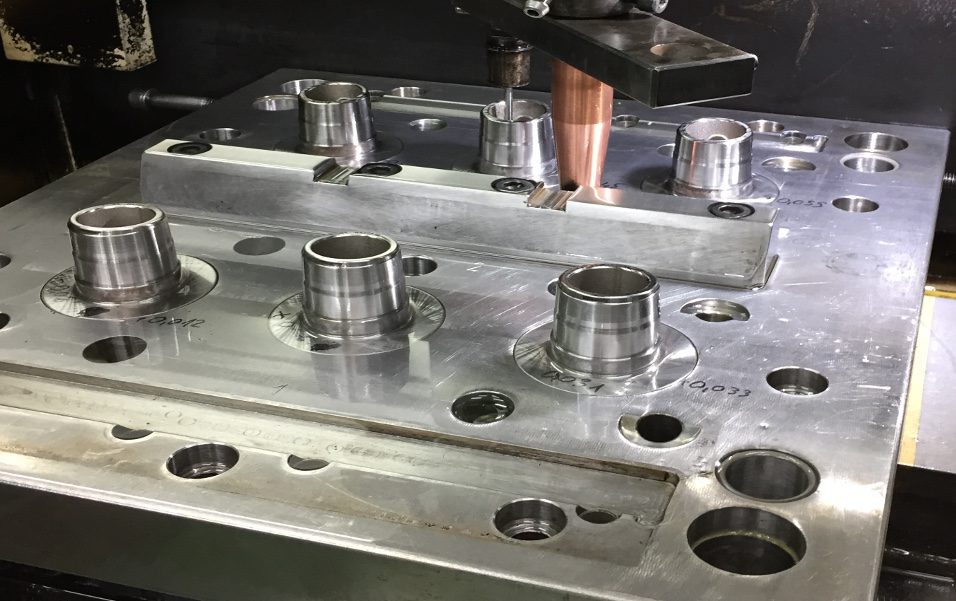
Elektrodrążarka wgłębna (sink EDM, die-sinking EDM) to obrabiarka elektroerozyjne, która odwzorowuje kształt specjalnie wykonanej elektrody w obrabianym materiale. Elektroda — najczęściej z grafitu lub miedzi — jest zbliżana do detalu w kąpieli dielektrycznej (olej), a serie wyładowań elektrycznych stopniowo usuwają metal, tworząc dokładne odwzorowanie kształtu elektrody w materiale obrabianym.
W odróżnieniu od elektrodrążarki drutowej, która tnie kontury przelotowe (2D), elektrodrążarka wgłębna tworzy zamknięte wnki, gniazda i zagłębienia o dowolnej geometrii 3D. Dlatego jest niezastąpiona przy produkcji injection molds, matryc tłoczników i elementów o złożonej geometrii wewnętrznej.
Drążenie wgłębne — podobnie jak drutowe — obrabia każdy materiał przewodzący prąd, niezależnie od twardości. Stal hartowana do 65 HRC, węgliki spiekane czy stale szybkotnące nie stanowią problemu. W GEMET elektrodrążarka wgłębna stanowi kluczowe uzupełnienie frezowania CNC i drążenia drutowego. Jej główne zalety to:
Obróbka geometrii 3D
Elektrodrążarka wgłębna tworzy zamknięte gniazda, wnki i kształty przestrzenne, które są niemożliwe do wykonania na drutówce (cięcie 2D) i często nieopłacalne na frezarce CNC (w stali hartowanej).
Ostre krawędzie i cienkie żeberka
Drążenie wgłębne pozwala na uzyskanie ostrych naroży wewnętrznych (R0,05 mm i mniej), cienkich żeberek i głębokich rowków — elementów, przy których frezarka CNC napotyka ograniczenia promienia narzędzia.

Elektrodrążarki wgłębne w parku maszynowym GEMET
W GEMET dysponujemy elektrodrążarkami wgłębnymi dwóch wiodących producentów — AGIE CHARMILLES i FANUC. Każda maszyna jest przystosowana do innego typu zleceń:
AGIE CHARMILLES:
- AGIE CHARMILLES FORM P 600 — zaawansowana elektrodrążarka wgłębna ze sterowaniem CNC i automatycznym wymiennikiem elektrod. Przestrzeń robocza 600×400×350 mm pozwala na obróbkę dużych gniazd injection molds. Generator ISPG zapewnia wysoką jakość powierzchni od Ra 0,3 µm i precyzyjną kontrolę zużycia elektrody.
Możliwości techniczne naszych elektrodrążarek wgłębnych:
- Dokładność odwzorowania — ±0,01 mm (10 µm) w warunkach powtarzalnych
- Chropowatość powierzchni — od Ra 0,3 µm po drążeniu wykończającym z niskimi prądami
- Maksymalna głębokość drążenia — do 350 mm w zależności od machinery i elektrody
- Materiał elektrod — grafit (najczęściej), miedź, wolfram-miedź (CuW)
- Automatyczny wymienniik elektrod — umożliwia obróbkę wieloelektrodową bez ingerencji operatora
Elektrodrążarka wgłębna vs drutowa — kiedy co wybrać?
- Drążarka wgłębna — gdy potrzebujesz zamkniętych wnk, gniazd 3D, ostrych naroży wewnętrznych lub głębokich zagłębień (np. gniazda injection molds, matryce kuźnicze).
- Drutówka (elektrodrążarka drutowa) — gdy potrzebujesz wyciąć kontur przelotowy na całej grubości materiału (stemple dies, matryce tłoczników, wkładki).
- Obie technologie razem — często łączymy drążenie wgłębne z drutowym w ramach jednego zlecenia. Np. gniazdo formy drążymy wgłębnie, a otwory pod wypychacze wycinamy na drutówce.
Jakie materiały obrabiamy na elektrodrążarce wgłębnej?
Elektrodrążarka wgłębna — tak jak drutowa — obrabia każdy materiał przewodzący prąd. Twardość nie wpływa na prędkość ani jakość obróbki:
Stal narzędziowa i hartowana
Najczęstszy materiał na naszych elektrodrążarkach wgłębnych. Drążymy gniazda injection molds, matryce tłoczników i elementy narzędzi ze stali NC6, NC10, WCL, 1.2343, 1.2312 — zarówno przed, jak i po hartowaniu (do 65 HRC).
Węgliki spiekane
Drążenie wgłębne gniazd matrycowych i elementów prowadzących z węglików spiekanych. Elektroda grafitowa lub miedziana odwzorowuje kształt w materiale o twardości 80-92 HRA, który jest nieobrabiany skrawaniem.
Stal nierdzewna i żaroodporna
Stale austenityczne, duplex i superduplex — trudnoskrawalne metody konwencjonalnymi. Elektrodrążarka wgłębna radzi sobie z nimi bez problemu, tworząc gniazda i wnki o złożonej geometrii.
Tytan i stopy specjalne
Materiały stosowane w medycynie, lotnictwie i energetyce. Drążenie wgłębne tytanu i Inconelu wymaga odpowiednich parametrów generatora, ale zapewnia czyste powierzchnie bez strefy wpływu ciepła.
Miedź i grafit (elektrody)
Elektrody do drążenia wgłębnego wykonujemy we własnym zakładzie — frezujemy je na frezarkach CNC lub wycinamy na elektrodrążarce drutowej. Dzięki temu mamy pełną kontrolę nad dokładnością całego procesu.
Stale szybkotnące HSS
Drążenie gniazd i wnk w stemplach i matrycach ze stali szybkotnących M2, M35, M42 — bez ryzyka odpuszczenia materiału, co zachowuje pełną twardość i trwałość narzędzia.


Zastosowania elektrodrążarki wgłębnej w GEMET
Elektrodrążarka wgłębna w naszym zakładzie pracuje głównie na potrzeby narzędziownictwa. Oto najczęstsze zastosowania:
Formy wtryskowe
Drążenie gniazd formujących o złożonej geometrii 3D — rowki, podcienia, tekstury i detale, których nie można sfrezować ze względu na dostęp narzędzia. Elektrodrążarka wgłębna to podstawowe narzędzie w produkcji injection molds do tworzyw sztucznych.
Matryce tłoczników i wykrojników
Drążenie gniazd matrycowych o skomplikowanych kształtach, zagłębień kalibrujących i elementów prowadzących. Drążarka wgłębna uzupełnia pracę drutówki — ta wycina kontury przelotowe, a wgłębna tworzy zamknięte wnki.
Teksturowanie powierzchni
Nanoszenie tekstur (ziarnistości, wzór skóry, matowej powierzchni) na gniazda injection molds. Elektroda o odpowiedniej fakturze odwzorowuje wzór w stali hartowanej — gotowy wypr ask z formy ma pożądaną teksturę powierzchni.
Usuwanie złamanych narzędzi
Złamany gwintownik, wiertło lub frez wewnątrz detalu? Elektrodrążarka wgłębna z elektrodą rurką (tubular EDM) pozwala na precyzyjne usunięcie złamanego narzędzia bez uszkodzenia detalu.
Matryce kuźnicze i ciągarki
Drążenie gniazd matryc kuźniczych i ciągadek ze stali żaroodpornej i węglików spiekanych. Głębokie gniazda o złożonej geometrii 3D — idealne zastosowanie elektrodrążarki wgłębnej.
Mikrodrążenie precyzyjne
Drążenie miniaturowych gniazd, otworów nieokrągłych i mikrokanałów w elementach precyzyjnych. Elektrody o wymiarach poniżej 1 mm pozwalają na obróbkę detali medycznych, elektronicznych i zegarmistrzowskich.
Jak wygląda proces realizacji zlecenia?
1. Zapytanie ofertowe — wyślij rysunek techniczny lub model 3D (STEP, IGES) na adres biuro@gemet.info. Podaj materiał, twardość, ilość sztuk, wymagane tolerancje i jakość powierzchni (Ra).
2. Projekt elektrody — nasz technolog projektuje elektrodę (lub zestaw elektrod) w CAD/CAM, uwzględniając kompensację szczeliny iskrowej, zużycie elektrody i strategię drążenia (zgrubne + wykończające).
3. Wykonanie elektrody — frezujemy elektrodę z grafitu lub miedzi na frezarce CNC (często HSC) lub wycinamy profil na elektrodrążarce drutowej. Jakość elektrody bezpośrednio przekłada się na jakość drążonego gniazda.
4. Drążenie wgłębne — obróbka na elektrodrążarce wgłębnej AGIE CHARMILLES. Drążenie zgrubne z dużą wydajnością, następnie przejścia wykończające z niskimi prądami dla uzyskania wymaganej chropowatości.
5. Kontrola jakości — pomiar gotowego gniazda na stanowisku pomiarowym. Weryfikujemy geometrię, wymiary i chropowatość powierzchni. Na życzenie dostarczamy raport pomiarowy.
6. Wysyłka lub odbiór — detale pakujemy z zabezpieczeniem antykorozyjnym i wysyłamy kurierem lub umożliwiamy odbiór osobisty w naszym zakładzie.
Dlaczego warto zlecić drążenie wgłębne w GEMET?
Machinery AGIE CHARMILLES i FANUC — szwajcarska i japońska precyzja. Automatyczny wymienniik elektrod, zaawansowane generatory i pełne sterowanie CNC.
Własna produkcja elektrod — frezujemy elektrody grafitowe i miedziane na własnych frezarkach CNC. Pełna kontrola nad dokładnością procesu od projektu po gotowe gniazdo.
Kompleksowa obróbka w jednym miejscu — drążenie wgłębne + drutowe + CNC milling + toczenie + szlifowanie. Cały proces narzędziowniczy pod jednym dachem.
45 lat doświadczenia — GEMET produkuje injection molds and punching dies od 1978 roku. Drążenie wgłębne to jedna z naszych kluczowych technologii od początku istnienia firmy.
Od 1 sztuki — realizujemy zarówno pojedyncze gniazda, jak i kompletne zestawy narzędzi. Bez minimalnej ilości zamówienia.
Najczęściej zadawane pytania o elektrodrążarkę wgłębną
Czym różni się elektrodrążarka wgłębna od drutowej?
Elektrodrążarka wgłębna odwzorowuje kształt elektrody w materiale, tworząc zamknięte gniazda i wnki 3D. Elektrodrążarka drutowa (drutówka) tnie materiał ciągłym drutem, wycinając kontury przelotowe 2D. Wgłębna nadaje się do gniazd form i matryc, drutowa do stempli i profili przelotowych.
Z czego robi się elektrody do drążenia wgłębnego?
Najczęściej z grafitu — jest lekki, łatwy w obróbce na frezarce CNC i wolno się zużywa. Do precyzyjnych zastosowań stosujemy miedź (lepsza jakość powierzchni) lub wolfram-miedź (CuW, najdłuższa żywotność elektrody). W GEMET wykonujemy elektrody we własnym zakładzie.
Jakie tolerancje osiąga elektrodrążarka wgłębna?
Standardowo ±0,01-0,02 mm na wymiarach gniazda. Chropowatość powierzchni od Ra 0,3 µm po drążeniu wykończającym. Dokładność zależy od jakości elektrody, materiału i głębokości drążenia.
Ile kosztuje drążenie wgłębne?
Koszt zależy od złożoności gniazda, głębokości drążenia, wymaganej chropowatości i liczby elektrod. Drążenie wgłębne jest droższe od frezowania (wymaga wykonania elektrody), ale często jest jedyną metodą uzyskania wymaganego kształtu. Wyślij rysunek — wycenimy całość (elektroda + drążenie).
Czy można drążyć wgłębnie w stali hartowanej?
Tak — elektrodrążarka wgłębna obrabia każdy materiał przewodzący prąd, niezależnie od twardości. Stal hartowana do 65 HRC, węgliki spiekane, tytan — twardość nie wpływa na prędkość ani jakość drążenia.
Jaki jest czas realizacji zlecenia na drążenie wgłębne?
Czas realizacji obejmuje wykonanie elektrody (2-5 dni) + drążenie (1-5 dni). Standardowo 5-10 dni roboczych od zatwierdzenia zamówienia. Proste gniazda z gotową elektrodą — od 3 dni. Przy pilnych zleceniach oferujemy tryb ekspresowy.
Powiązane usługi
Elektrodrążarka drutowa (drutówka) — precyzyjne cięcie drutem stali hartowanej i węglików
Frezarka CNC — frezowanie 3 i 5-osiowe metali i aluminium
Obróbka elektroerozyjna — pełna oferta drążenia wgłębnego i drutowego
Wykrojniki i tłoczniki — narzędzia do obróbki plastycznej
Formy wtryskowe i rozdmuchowe — projektowanie i wykonanie form